Perhatikan beberapa contoh produk yang biasa terlihat/dipakai oleh manusia dalam kehidupan sehari-hari diatas.
Berbagai produk tersebut dibuat dengan bahan / material, proses pembuatan yang berbeda sesuai dengan fungsi masing-masing. Semua terbuat dari berbagai jenis logam seperti baja, besi cor, aluminium, kuningan, dan lain-lain.
Apa yang mendasari bahwa komponen terbuat dari logam? Ini semuanya berkaitan dengansifat-sifat material, yaitu sifat mekanik, fisik, kimia dan teknologi.
Apa itu logam? Berdasarkan ASM (American Society of Metals), logam didefinisikan sebagai unsur kimia yang mempunyai sifat konduktivitas panas, listrik yang baik, buram dan jika dipoles hingga mengkilap akan menjadi reflector / pemantul cahaya yang baik. Selain itu mempunyai sifat tidak tembus cahaya dan mempunyai kekuatan dan keuletan yang baik.
Unsur-unsur logam terlihat dominan (sekitar 80%) dibandingkan unsur-unsur lainnya .
Apa itu Metalurgi? Metalurgi didefinisikan sebagai suatu ilmu yang mempelajari karakteristik / sifat / perilaku logam, ditinjau dari sifat mekanik (kekuatan, keuletan, kekerasan, ketahanan lelah, dsb.), fisik (konduktivitas panas, listrik, massa jenis, magnetik, optik, dsb), kimia (ketahanan korosi, dsb) dan teknologi (kemampuan logam untuk dibentuk, dilas / disambung, dimesin, dicor dan dikeraskan).
Sifat-sifat yang dimiliki oleh suatu logam akan berkaitan satu dengan lainnya. Suatu komponen yang terbuat dari logam didalam aplikasinya sangat ditentukan dimana logam tersebut berada sehingga pengetahuan yang meliputi berbagai karakteristik logam haruslah dimiliki oleh orang yang berkecimpung didalamnya.
Contoh tadi menunjukkan bahwa metalurgi mempunyai peranan yang sangat penting dalam proses pembuatan suatu komponen.
Dapat dilihat bahwa untuk membuat suatu rangka kendaraan/mobil harus memperhatikan berbagai aspek yaitu :
ü Komposisi kimia logam (logam apa yang akan dipilih, apakah baja atau aluminium paduan, unsur-unsur apa yang dibutuhkan).
ü Struktur mikro (bagaimana struktur mikro yang ada dikaitkan dengan kekuatan dan kemampuan logam tersebut akan dibuat, bagaimana mengontrol kekuatannya.
ü Proses pembuatan (pemilihan proses pembuatan yang dikaitkan dengan hasil yang akan diperoleh).
ü Penampilan/harga (bagaimana rasio kekuatan terhadap massa jenis, bagaimana sifat mampu bentuknya, berapa ongkos produksinya).
Umum
Metalurgi Dibagi menjadi 3 divisi :
Metalurgi Ekstraktif
Disebut juga metalurgi kimia, adalah semua proses yang menyangkut perubahan kimia dari bijih sampai jadi bahan baku termasuk pemurniannya.
Metalurgi Fisik
Adalah mempelajari struktur dan sifat fisik lainnya dari logam dan paduannya. Untuk mengetahui sifat fisik diperlukan peralatan seperti mikroskop optic, mikroskop electron untuk mempelajari struktur logam dan sinar X untuk mempelajari struktur kristal dasar.
Juga dipelajari sifat magnetic, daya hantar listrik dan panas, susut muai logam dan tahanan listriknya. Semua penelitian dilakukan dalam keadaan padat.
Metalurgi Mekanik
Proses pengerjaan secara mekanik untuk mencapai bentuk tertentu termasuk proses pembentukan dan proses lainnya yang tidak merubah komposisi kimia, termasuk sifat mekanik dan cara ujinya.
Metalurgi sebagai Industri Manufaktur
Industri Metalurgi dari segi kapasitas dan penghasilan uang termasuk industri besar seperti PT Krakatau Steel, Ispatindo, Bakri, dsb. Lebih dari 4/5-nya industri logam membuat besi dan baja dan 1/5-nya adalah non-fero seperti tembaga, aluminium, timah berikut paduannya dan logam-logam lain.
Tabel : Pengelompokan Logam Non Fero
Kelompok Logam Non Fero
Unsur
a. Berat
Cu, Ni, Pb, Zn, Sn
b. Ringan
Al, Mg, be, Li, Ba, Ca, Sr, Na, K
c. Mulia
Au, Ag, Pt, Os, In, Ru, Rh, Pd
d. Minor
As, Sb, Bi, Cd, Hg, Co
e. Refractory/keras
W, Mo, Ta, Nb, Ti, Zr, V
f. Scattered/terberai
Be, In, Ga, Ti, Hf, Re
g. radio aktif
Ra, Ac, Th, Pa, U
h. Rare earth/tanah jarang
La, Sm, Eu, Sc
i. untuk paduan
Cr, Mn
Metalurgi tidak termasuk konstruksi dan perakitan dari produk akhir. Hanya banyak sekali variasi dari sifat logam yang telah dibuat adalah untuk mencapai kebutuhan yang diminta para pemakai.
Sering para metalurgis harus membuat dari logam yang sama tapi harus mempunyai sifat berlainan. Kebutuhan logam yang selalu meningkat adalah logam yang lebih kuat, ringan, aman, harga murah, keras, dsb. Ini adalah fungsi dari metalurgis yang sangat penting dalam teknik material. Juga cara memilih logam, cara mengoplahnya, cara uji adalah termasuk pekerjaan yang sangat besar.
Yang dimaksud metalurgis ialah yang menguasai ilmu mengubah logam hingga sangat berguna, hingga jadi mempunyai sifat-sifatnya yang baik sesuai kebutuhan. Juga mempelajari secara mendalam struktur logam dan hubungannya dengan kekuatan dan sifat lain dari logam. Mampu meramalkan akibat baja kena panas, mengejut dan laku panas lainnya.
Contoh-contoh praktis mengenai Metalurgi pada industri Modern
Bagaimana fungsi seorang metalurgis dapat dilihat dari contoh-contoh di bawah ini :
1). Roda gigi pada suatu mesin harus berputar secara terus menerus dengan putaran tinggi dan mendapat beban yang berat, bila dibuat dari logam yang lunak (perunggu, kuningan) akan mudah lecet. Sebaliknya bila dibuat dari logam yang keras walaupun tahan aus sering terjadi pecah karena getas. Untuk mengatasi hal ini maka harus dibuat dengan logam yang dapat dikeras permukaan supaya bagian dalam tetap ulet hingga tidak mudah pecah sedang bagian luar keras hingga tidak lekas aus.
2). Selongsong peluru yang berbentuk botol bila langsung disusun lengkap, maka suatu saat dapat terjadi retak pada leher selongsongnya. Hal ini akibat pembentukan yang meninggalkan tegangan sisa yang sangat besar. Retaknya dapat terjadi seketika atau setelah menunggu beberapa waktu (jam, hari). Untuk mengatasinya ialah dengan dilakukan annil (salah satu laku panas), maka tegangan sisa akan sangat kurang hingga tidak menimbulkan retak lagi.
3). Pemotong kertas dipabrik kertas yang bermutu tinggi harus mempunyai kekuatan dan kekerasan yang tinggi agar mampu memotong kertas yang berlapis-lapis dan sangat banyak.
Terminologi
1). Unsur
Unsur dalam metalurgi akan selalu disebut-sebut unsur logam (elemen logam) artinya unsur terbentuk hanya dari satu material. Unsur tidak dapat diubah menjadi unsur lain (secara biasa). Walaupun unsur itu dicairkan, dibekuakan, dimesin, dipatahkan atau dengan prosedur mekanik lainnya, maka unsur tetap saja seperti asalnya.
2). Senyawa
Adalah hasil reaksi dari beberapa unsur yang terikat secara kimia seperti besi fosfida, krom karbida, dsb. Biasanya senyawa mempunyai minimum dua unsur. Bila telah menjadi senyawa logam dan berikatan dengan unsur lain, maka akan sukar untuk diuraikan kembali selanjutnya sifat dari senyawa akan sangat berlainan dengan unsur-unsur asalnya. Contohnya besi sulfide sangat berbeda dengan sifat besi dan belerang, demikian juga dengan krom karbida, Alumunium oksida, dan silicon karbida yang sangat berbeda dengan unsur-unsur awalnya.
3). Campuran
Yang disebut campuran pada logam adalah logam itu mengandung lebih dari satu unsur yang bercampur tapi tidak terbentuk senyawa kimia. Beda antara campuran dengan senyawa logam ialah pada campuran relatif mudah dipisah. Contohnya pada vitamin yang mengandung besi, dapat digerus dan besi nya dapat ditarik dengan magnet. Juga pada kuningan yang berbentuk larutan padat yang dicampuri timbal yang akan tampak terpisah bila kita lihat di bawah mikroskop. Sifat asal dari logamnya akan sangat tampak pada campuran ini.
4). Larutan Padat
Adalah larutan dari logam yang terdiri dari pelarutnya logam dan yang terlarutnya juga logam. Contohnya pada uang logam Rp.100,- yang terdiri dari tembaga dan nikel. Terjadinya larutan padat adalah melalui peleburan/pencairan. Contohnya tembaga kita cairkan dan nikel juga dicairkan kemudian keduanya dicampurkan dengan perbandingan sekehendak, maka keduanya akan saling melarutkan. Larutan yang perbandingannya dapat sembarangan dan saling melarutkan dengan sempurna diberi nama “Larutan padat tanpa batas”. Ada juga yang larut padat terbatas seperti halnya karbon, tembaga pada besi akan larut hanya sebagian kecil. Lebih besar dari itu sudah bukan larutan padat lagi tapi akan membentuk fasa lain.
5). Paduan
Bila dua unsur logam atau lebih dilarutkan secara bersama-sama akan membentuk :
– Larutan Padat
– Senyawa kimia
– Campuran
Sehingga terbentuk logam lain yang sifatnya lebih unggul dan menguntungkan, maka hasilnya disebut paduan. Pada paduan ada logam induk yang jadi dasarnya yang kadarnya paling besar sedang yang dibubuhkan adalah logam pemadu. Paduan yang berbentuk paduan padat selalu terdiri atas logam paduan dan logam pelarutnya yang disebut logam induk.
6). Butiran logam dan kristal
bila jumlah atom yang sangat banyak bergabung jadi satu, maka akan membentuk butiran logam yang dapat kita lihat dengan jelas di bawah mikroskop. Butiran ini disebut juga kristal. Atom-atom dalam kristal akan tersusun dengan siistem yang sangat teratur dan ada beberapa susunan tertentu.
Assalamualaikum mas Bro dan pak Bro sekalian, kali ini kita coba bahas yang namanya SMAW/ Shield Metal Arc Welding (US) atau MMA/ Manual Metal Arc Welding (Europe) atau biasa juga disebut Stick Welding.
SMAW merupakan salah satu proses las dengan menggunakan busur listrik (arc welding) yang paling banyak digunakan dalam proses pengelasan. Hal ini dikarenakan portability (kemudahan diaplikasikan) dari proses SMAW yang fleksibel, baik didalam ruangan maupun diluar ruangan, bisa didarat bisa juga didalam laut (dengan perlakuan khusus tentunya). jadi klo anda lihat orang sedang mengelas teralis atau pagar, bisa dipastikan proses itu adalah proses las SMAW.
Sedangkan pengertian dari SMAW/MMA/Stick Welding itu sendiri adalah pengelasan busur dimana busur terjadi ketika ada kontak antara electrode yang diselubungi oleh fluks dengan base metal sehingga terjadilah close circuit yang menghasilkan heat input untuk mencairkan filler metal didalam electrode.
Klo bingung bisa pegangan mas bro, hehee. Gampangnya gini, kita ilustrasikan welding itu dengan lampu, terserah mau lampu apa aja, asal jangan lampu petromaks. Prinsipnya sama, lampu bisa nyala karena ada aliran listrik di dalam kabel, trus lampu itu juga menghasilkan panas. Sekarang ganti lampunya sama electrode, karena panas yang tinggi, menyebabkan filler metal didalam electrode dengan base metal mencair, membentuk weld pool/ kolam las. Dah agak terang kan sekarang..??
Proses ini menggunakan gas pelindung/ shielding gas yang dihasilkan dari pembakaran fluks atau dekomposisi fluks berfungsi untuk melindungi kontaminasi dari udara luar. Sedangkan Logam pada kolam las berasal dari logam pengisi/ filler metal didalam electrode.
Beda lagi sama yang namanya slag atau biasa orang sebut t*i las (pake disensor segala ya..?). Slag merupakan kombinasi dari fluks yang terbakar dan impurities atau zat-zat yang tidak diinginkan dari base metal, slag akan naik ke permukaan atas weld metal karena memiliki berat jenis yang lebih ringan dari logam. Slag memiliki fungsi sebagai pelindung weld metal, juga untuk memperlambat laju pendinginan dari weld metal. Setelah weld metal mengeras, slagnya tinggal dibersihkan deh, klo susah bisa juga pakai wire brush. harus bersih, supaya ga slag inclusion, atau slag yang terjebak dalam weld metal, dan ini termasuk flaw atau discontinuities, kita bahas nanti di Welding defect.
nih ilustrasinya :
jadi, klo liat ada electrode atau kawat las bentuknya stick kayak lidi trus di selubungi fluks atau biasa welder sebut obat (jadi ingat temen welder saya nyebut fluks itu obat), nah ntu dia yang namanya elektrode SMAW, materinya ada di postingan saya tentang welding consumable. Sampe sini aman kan..?
Lanjut ke Equipment Set up, atau peralatan las. Yang pertama yaitu mesin las atau welding machine, mesin las SMAW dapat menggunakan mesin las dengan karakteristik Constant Current/ Arus stabil untuk las manual atau karakteristik Constant Voltage untuk pengelasan dengan cara machinize dan automatic. Bingung..? baca dulu Welding Basic, di situ dibahas detail soal karakteristik mesin las. Secara general, equipment SMAW dijelasin pada gambar dibawah ini.
Oke, sekarang kita ngomongin soal polaritas arus listrik. Masih ingatkan dipostingan saya sebelumnya tentang polarity? bahwa konsentrasi heat input (HI) diasosiasikan pada anodanya/kutub positifnya, artinya dimana letak kutub positifnya, disitu konsentrasi panas terjadi sehingga logam yang mencair lebih banyak dari logam yang ditempeli katoda/ kutub negatif. Bingung ya..? saya juga bingung ngejelasinnya, hehee. Jadi gini, klo pakai polarity DCEP (Direct Current Electrode Positive) berarti electrodenya ditempeli dengan arus positif, ok? Jadi, konsentrasi panas kan ada di kutub positif, maka elektrode lebih banyak yang melebur dari pada base metalnya, sehingga penetrasinya lebih dalam. begitu juga sebaliknya, klo pakai DCEN, berarti electrode ditempeli kutub negatif, berarti yang positif ada di base metal, makanya base metalnya lebih banyak melebur, jadi penetrasinya dangkal. dicopy..?? siiiippp. dua jempol buat om om sekalian. *huft
nih, ane kasih unjuk gambarnya biar lebih terang.
(a). DCEP (b). DCEN (c). AC
Ok mas bro dan pak bro, untuk SMAW sudah cukup kayaknya ya..?? klo ada saran, monggo dicomment. biar makin ciamik nih blog. See yaa..
sumber : https://fuazsukarya.wordpress.com/2013/06/27/welding-process-smaw-manual-metal-arc/
Seorang welder harus memiliki kemampuan dasar dalam membaca simbol dan ukuran-ukuran yang tertera di dalam simbol pengelasan.
Fillet Welds
Fillet Welds mungkin merupakan jenis pengelasan yang sering ditemui. Ada dua jenis pengukuran kampuh las pada fillet welds, yaitu melalui leg (kaki) atau throat (tenggorokan). Pengukuran pertama adalah menggunakan ukuran leg (kaki), dimana pengukuran dilakukan secara vertikal dan horizontal dari besarnya kampuh las.
jika ukuran horizontal dan vertikal sama, maka dimensi besarnya kampuh las hanya dituliskan 1 (satu) kali saja, seperti pada gambar diatas. Tetapi jika besarnya ukuran horizontal dan vertikal berbeda, maka kedua dimensi tersebut harus dituliskan. posisi dimensi adalah sebelum simbol pengelasan.
sedangkan untuk ukuran panjang, jika tidak dicantumkan maka pengelasan dilakukan sepanjang sisi yang ditunjukan oleh panah pada simbol pengelasan. Tetapi jika ada panjang khusus, maka harus dituliskan setelah simbol pengelasan.
jika pelat tersebut tidak ada dimensi tambahan, maka panjang pengelasan dilakukan antara kedua titik ujung dari sisi yang ditunjukan oleh simbol. Seperti pada gambar diatas karena tidak ada keterangan dimensi lain pada part, maka pengelasan dilakukan sepanjang 6 inchi (ukuran tergantung dia menggunakan mm atau inchi) di antara kedua titik ujung pada sisi yang ditunjukan oleh panah. Tetapi jika ada dimensi tambahan pada part, maka pengelasan harus dimulai atau diakhiri pada dimensi tersebut. contoh :
pada gambar diatas, terdapat dimensi tambahan 6″, maka pengelasan dimulai setelah ada jeda/offset 6 ” yang kemudian dilanjutkan dengan fillet weld dengan besar kampuh las 1/4″ dengan panjang 12″.
Pengukuran kedua untuk besarnya kampuh las adalah menggunakan lebar dari throat kampuh las. pengukurannya adalah pada titik pertemuan kedua pelat dan bidang miring dari kampuh las (throat).
untuk penulisannya juga sama seperti pada pengukuran menggunakan leg yang memiliki ukuran horizontal dan vertikal sama. dalam hal ini ukuran throat dituliskan pada posisi sebelum simbol pengelasan.
bagaimana jika kedua sisi diberikan pengelasan ? untuk pengelasan kedua sisi maka diatas dan dibawah reference line harus diberikan simbol. serta sebelum simbol harus diberikan ukuran berapa besar kampuh las.
jika ukuran kampuh las berbeda antar sisinya, maka ukuran setiap sisi juga tetap dituliskan sesuai dengan ukuran. Tetapi harus diingat bahwa sesuai standard AWS, ukuran dan simbol yang terletak di bawah reference line menunjukan kampuh las yang ditunjukan oleh panah. Sedangkan ukuran dan diatas garis reference menunjukan untuk sisi lainnya. (dibaliknya). Sedangkan untuk standard ISO itu tergantung pada identification line. Garis identification (garis putus-putus) bisa diata atau dibawah reference line. simbol yang menempel pada reference line menunjukan data untuk kampuh las yang ditunjuk oleh panah. Sedangkan simbol dan ukuran yang menempel pada identification line (garis putus-putus) itu menunjukan kampuh las disisi lainnya (dibaliknya).
contoh jika ukurannya kampuh las berbeda :
Tetapi untuk pemberian ukuran pengelasan menurut Standard ISO dan BS, harus mencantumkan notasi berikut :
Standard ISO 2553/EN 22553
a = design throat thickness
z = leg length
s = penetration throat thickness
Standard BS499 Pt 2
a = design throat thickness
b = leg length
pada gambar diatas itu menggunakan standard ISO 2553/EN 22553, jika menggunakan BS499 Pt 2, maka notasi “z” akan diubah menjadi “b”. Pemberian ukuran dengan notasi ini biasanya sering digunakan di Inggris. contoh untuk kedua standard:
Rincian Prinsip Kerja Sistem EFI (Electronic Fuel Injection) pada Motor..
Assalamu’alaikum wR wB
Salam sejahtera buat kita semua, semoga kita semua selamat di perjalanan sampai ke tujuan.
Semakin menguatnya isu mengenai peningkatan kualitas lingkungan hidup, disertai dengan penetapan standar euro 3 (bahkan sampai 4 dan 5 untuk eropa) bagi kenadaraan bermotor, menjadikan sistem injeksi pilihan utama dalam proses pengabutan dan pensuplaian bbm. Selain lebih efisien daripada sistem karbu, sistem injeksi juga terkenal lebih rumit dan sulit difahami prinsip kerjanya. Sistem EFI (electronic fuel injection) diciptakan dengan tujuan utamanya adalah menghasilkan pembakaran yang tuntas/efisien, yang mana bensin (bbm) yang dikeluarkan sebanding dengan udara yang dihisap silinder. Pertanyaan yang paling mendasar terkait dengan penerapan sistem injeksi ini adalah :
“Bagaimana bisa injektor menyemprotkan bbm dengan takaran yang pas, sesuai dengan udara yang masuk?”
Nah, pada artikel inilah akan kita bicarakan bagaimana sistem EFI melakukannya, ….
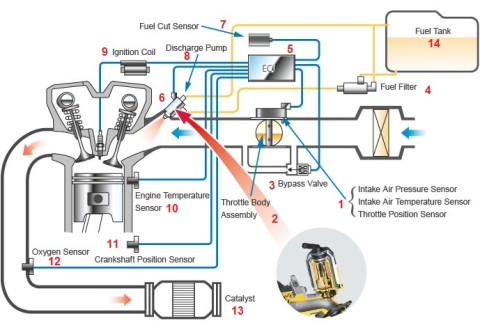
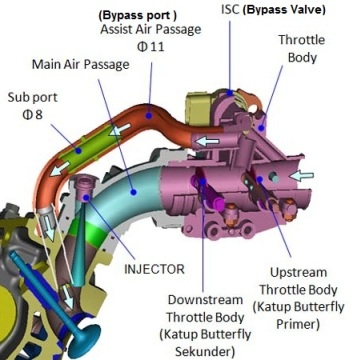
Mari perhatikan gambar diagranm sistem EFI berikut ini
Pada gambar di atas menunjukkan sistem pengabutan fuel infection elektronik “sederhana”, yang mana melibatkan banyak komponen, diantaranya :
Sensor2 yang ditempatkan pada throttle body (TB), yaitu (a) IAP (intake air pressure sensor) yang berfungsi mengukur tekanan udara yang masuk, (b) IAT (intake air temperature sensor) yang berfungsi mengukur suhu udara yang masuk, (c) TPS (throttle position sensor) yang berfungsi mengukur derajat bukaan klep kupu2 pada TB
Throttle body (TB) adalah pintu masuk nya udara dari luar menuju silinder. Pada saat udara mengalir melalui TB, kondisinya diukur oleh IAT dan IAP. Sedangkan besarnya volume yang mengalir ditentukan oleh besarnya sudut TPS.
Bypass valve adalah klep/katup yang mengatur jumlah volume udara yang masuk saat kondisi idle/stasioner
Fuel filter + fuel pump adalah pompa bensin yang bertugas menjaga tekanan bensin sesuai dengan yang ditentukan.
ECU (engine control unit), suatu perangkat elektronik yang mampu menghitung/memperkirakan masa udara yang masuk, menentukan masa bensin yang harus dikeluarkan, menentukan waktu pengapian, memberikan sinyal indikator/kerusakan dll. Intinya ECU adalah perangkat elektronik cerdas yang mampu mengolah beberapa masukan untuk memberikan keluaran/aksi/action yang tepat dalam rangka meningkatka kualitas pembakaran.
Injector adalah perangkat yang mampu menyemburkan bensin dalam bentuk kabut, dengan volume yang terukur, sesuai sinyal yang diberikan ECU
Fuel Cut sensor (atau mungkin sama dengan bank angle sensor/lean angle sensor) yantu sebuah sensor yang berisi pendulum yang berfungsi untuk mematikan ECU saat motor terjatuh (diam pada sudut kemiringan tertentu, sekitar 60 derajat, minimal selama 5 detik).
Discharge pump adalah bagian dari injector yang berfungsi mengendalikan tekanan dalam injector, dengan cara mengalirkan sebagian bbm bertekanan kembali ke tangki
Ignition coil, berfungsi meningkatkan tegangan pengapian yang diberikan ECU, dari 400V menjadi 20 kV, yang akan digunakan untuk memantik nyala api busi.
Engine temperature sensor (ETS), sensor yang berguna untuk mengetahui suhu engine yang sangat berguna dalam mendukung fungsi engine management, jika dingin maka ECU akan meng”ON”kan cuk otomatis.
Crankshaft position sensor, ini adalah sensor yang paling utama dan fital, yang memberikan informasi sudut putaran crankshaft/engine, yang menentukan semua periode kerja dari ECU
Oksigen sensor, adalah sensor yang mendeteksi kandungan o2 yang tersisa dari gas buang yang mengiformasikan kualitas pembakaran ke ECU. Jika O2 lebih banyak dari std maka pembakaran berlangsung pada kondisi campuran miskin, ECU harus memerintahkan injektor untuk menyemprotkan bbm lebih banyak lagi, begitu pula sebaliknya.
Catalys/catalitic converter (bukan bagian dari sistem FI) berguna untuk menetralkan gas beracun dalam gas buang sebelum keluar ke alam bebas
Fuel tank, tangki besin, biasanya desainnya spesifik untuk sistem injeksi, karena di dalamnya terdapat pompa bensin.
Itulah elemen2 yang mendukung sitem EFI baik secara langsung mupun tidak langsung. Sekarang mari kita bahas prinsip kerjanya:
1. Saat baru dinyalakan, biasanya mesin dalam kondisi dingin dan kondisi ini diketahui oleh ECU berdasarkan informasi dari Engine temperature sensor (ETS). ECU akan memerintahkan injector untuk menyemprotkan bensin lebih banyak, mirip dengan penggunaan choke saat menstarter engine di pagi hari. Putaran mesin meninggi dan semakin menurun seiring dengan kenaikan suhunya. ECU juga mengatur bukaan bypass valve untuk mengatur supplay udara pada saat pemanasan mesin dalam kondisi stasioner. Kira seperti ini sensor suhu mesin ETS
Posisinya biasanya di silider atau di head di jalur cairan pendingin (water cooled), dan tegangan (V) yang diinformasikan ke ECU
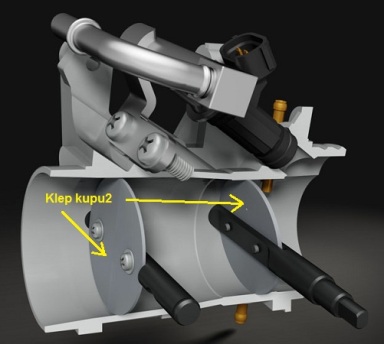
Jadi ECU akan menerjemahkan tegangan tersebut sebagai besaran suhu, kemudian data suhu ini digunkan untuk mengeksekusi putasan bagi injektor dan bypass valve (ISC). Posisi bypass valve (ISC /idle switch control) seperti tampak pada gambar ini.
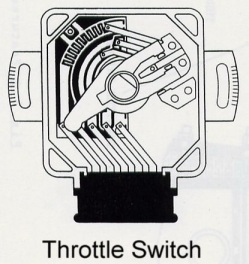
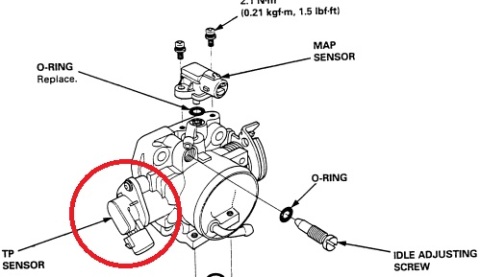
2. Pada saat normal, handle gas akan mentransfer gerakan tangan lewat kabel throttle (kabel gas), menjadi bukaan kupu2 (throttle valve). Bukaan ini disensor oleh TPS dan memberikan informasi mengenai derajat bukaan klep kupu2 kepada ECU. Bentuk TPS dapat diliihat dalam gambar berikut, bentuk dalamnya
Dan posisinya terletak di TB dengan poros yang terkoneksi dengan klep kupu2
Dan sensor TPS ini akan mengirimkan sinyal ke ECU berupa tegangan seperti gambar berikut
Dan oleh ECU tegangan yang dikirimkan TPS ini akan diartikan sebagai banyaknya volume udara yang masuk, karena volume udara yang masuk ditentukan oleh luasnya area yang terbuka dikalikan dengan kecepatan aliran udara yang melalui TB. Pada salah satu gambar di atas telah terdapat penampakan dari TB, akan tetapi akan lebih jelas jika melihat gambar berikut.
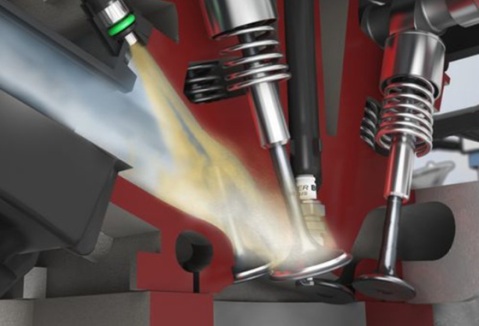
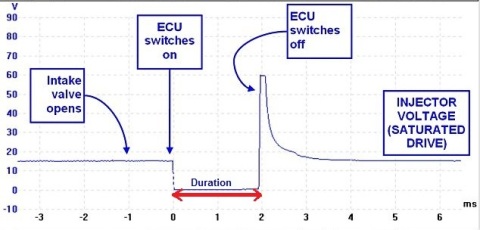
Setelah informasi banyaknya volume udara yang masuk diketahui, maka ECU akan menghitung seberapa besar bensin yang akan disemprotkan. Setelah dihitung dengan teliti dengan menggunakan faktor koreksi dari masukan sensor2 yang lain seperti IAT dan IAP (nanti akan dijelaskan dalam artikel yang berbeda), maka ECU akan mengirimkan sinyal ke injector untuk menyemprotkan bensin dalam ukuran tertentu yang sesuai dengan volume udara yang masuk agar diperoleh komposisi stoichiometric (AFR=14.7). Bentuk sinyalnya secara umum tampak pada gambar berikut.
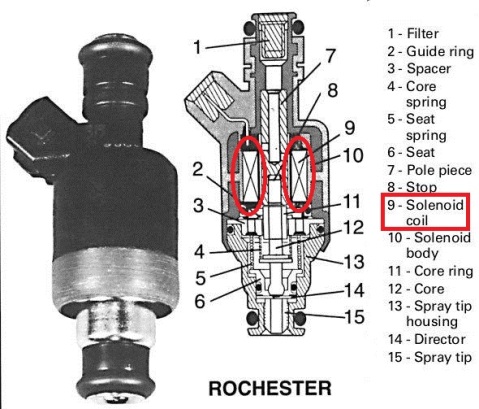
Jadi banyaknya bensin yang akan disemprotkan oleh injektor tergantung dari durasi sinyal mulai dari “ECU switches on ” sampai “ECU switches off”, atau sepanjang panah waran merah dalam satuan mili detik (1/1000 detik). Sedangkan bentuk dari injektor secara umum adalah sebagai berikut.
Tegangan yang berasal dari ECU akan diumpankan ke bagian koil selenoid (selenoid coil no.9) yang bersama-sama dengan core spring (pegas pengembali no.4) menghasilkan gerakan core (poros) naik dan turun. Jika naik maka lubang di director (pengarah akan terbuka dan sebaliknya. Durasi bukaan ini dan tekanan bensin yang berasal dari fuel pump, akan menentukan banyaknya bensin yang disemprotkan.
Kemudian perhatikan grafik tadi (durasi injektor), di gambar tsb diinformasikan bahwa injektor bekerja setelah klep-in terbuka. Yang menjadi pertanyaan, ” Bagaimana ECU tahu kapan klep in terbuka?????”
Nantikan jawabannya dalam artikel berikutnya. Stay tune on motogokil.com.
Sementara sampai disini dulu artikelnya, semoga bermanfaat, wassalamu’alaikum wR wB.
Prinsip kerja turbin gasMungkin anda sudah sering melihat mesin sepeda motor atau pun mesin mobil, tetapi apakah anda sudah pernah melihat mesin pesawat terbang? Ketika anda pergi ke bandara dan ingin menaiki pesawat terbang maka anda akan melihat mesin pesawat terbang yang biasanya terletak tepat di bawah kedua sayap pesawat tersebut. Pada saat ini, mesin pesawat terbang adalah turbin gas yang merupakan mesin pembakaran dalam.
Turbin gas memiliki compressor yang dipasangkan dengan dirinya sendiri dan juga ada sebuah ruangan pembakaran di tengahnya. Selain pada pesawat terbang, turbin gas ini juga biasa digunakan pada power plants dan juga terkadang digunakan pada helicopter bahkan pernah digunakan pada Tank M-1
Teori Operasi
prinsip kerja turbin gas
Siklus Brayton menjadi konsep dasar untuk setiap mesin turbin gas. Siklus termodinamika ini dikembangkan pertama kali oleh John Barber pada tahun 1791, dan disempurnakan lebih lanjut oleh George Brayton. Pada awal penerapan siklus ini, Brayton dan ilmuwan lain nya sedang mengembangkan mesin turbin yang dikombinasikan dengan compressor. Selain itu, ada juga yang mengembangkan mesin otto yang digunakan untuk kendaraan roda empat. Namun mesin Brayton kalah pamor dengan mesin otto empat silinder yang dikembangkan oleh Henry Ford. Pada perkembangan selanjutnya, siklus Brayton lebih banyak diaplikasikan khusus pada mesin-mesin pesawat terbang dan pembangkit listrik. Pada siklus brayton ini, ada tiga komponen utama yaitu compressor, combustion chamber(ruang pembakaran) dan turbin.
Prinsip kerja dari turbin gas ini tidak jauh berbeda dengan turbin-turbin yang lain. Putaran rotor turbin diakibatkan oleh adanya energi panas yang bertekanan dan melewati sudu-sudu turbin. Energi panas ini tentunya didapatkan dari hasil pembakaran natural gas dengan udara sesaat sebelum masuk turbin.
Turbin gas menggunakan udara atmosfer sebagai salah satu media kerjanya. Udara masuk melalui sisi inlet akibat terhisap oleh compressor lalu compressor memampatkan udara hingga mencapai tekanan tertentu lalu udara bertekanan ini masuk ke combustion chamber (ruang bakar). Di ruang bakar ini lah akan diinjeksikan gas sehingga terjadi proses pembakaran dengan udara dan menghasilkan ledakan. semakin tinggi tekanan yang dihasilkan compressor maka ledakan hasil pembakaran juga akan semakin tinggi. Dari hasil ledakan ini, volume udara akan meningkat karena proses pemanasan yang sangat cepat dan mengakibatkan udara berekspansi ke sisi turbin sehingga rotor dari turbin tersebut berputar.
Motor bakar adalah mesin kalor atau mesin konversi energi yang mengubah energi kimia bahan bakar menjadi energi mekanik berupa kerja. Pada dasarnya mesin kalor (Heat Engine) dikategorikan menjadi dua (2), yaitu:
a) External Combustion Engine
Yaitu hasil dari pembakaran udara dan bahan bakar memindahkan panas ke fluida kerja pada siklus. Dimana energi diberikan pada fluida kerja dari sumber luar seperti furnace, geothermal, reaktor nuklir, atau energi surya. Contoh mesin yang termasuk External Combustion Engine adalah turbin uap.
b) Internal Combustion Engine
Dimana energi didapat dari pembakaran bahan bakar didalam batas sistem sehingga gas pembakaran yang terjadi sekaligus berfungsi sebagai fluida kerja. Contoh Internal Combustion Engine adalah Motor Bakar torak dan sistem turbin gas. Jadi motor bakar torak termasuk jenis Internal Combustion Engine.
Prinsip Kerja Motor Bakar
Motor bakar torak menggunakan beberapa silinder yang didalamnya terdapat torak yang bergerak translasi bolak-balik ( reciprocating engine ). Didalam silinder itulah terjadi pembakaran antara bahan bakar dengan oksigen dari udara. Gas pembakaran yang dihasilkan oleh proses tersebut mampu menggerakkan torak yang dihubungkan dengan poros engkol oleh batang penghubung (batang penggerak). Gerak translasi torak tadi menyebabkan gerak rotasi pada poros engkol dan sebaliknya. Berdasarkan langkah kerjanya, motor bakar torak dibedakan menjadi motor bakar 4 langkah dan motor bakar dua langkah.
Motor Bakar 4 Langkah
Pada motor bakar 4 langkah, setiap 1 siklus kerja memerlukan 4 kali langkah torak atau 2 kali putaran poros engkol, yaitu:
langkah Isap (Suction Stroke)
Torak bergerak dari posisi TMA (titik mati atas) ke TMB (titik mati bawah), dengan katup KI (katup isap) terbuka dan katup KB (katup buang) tertutup. Karena gerakan torak tersebut maka campuran udara dengan bahan bakar pada motor bensin atau udara saja pada motor diesel akan terhisap masuk ke dalam ruang bakar.
Langkah Kompresi (Compression Stroke)
Torak bergerak dari posisi TMB ke TMA dengan KI dan KB tertutup.Sehingga terjadi proses kompresi yang mengakibatkan tekanan dan temperatur di silinder naik.
Langkah Ekspansi (Expansion Stroke)
Sebelum posisi torak mencapai TMA pada langkah kompresi, pada motor bensin busi dinyalakan, atau pada motor diesel bahan bakar disemprotkan ke dalam ruang bakar sehingga terjadi proses pembakaran. Akibatnya tekanan dan temperatur di ruang bakar naik lebih tinggi. Sehingga torak mampu melakukan langkah kerja atau langkah ekspansi. Langkah kerja dimulai dari posisi torak pada TMA dan berakhir pada posisi TMB saat KB mulai terbuka pada langkah buang. Langkah ekspansi pada proses ini sering disebut dengan power stroke atau langkah kerja.
Langkah Buang
Torak bergerak dari posisi TMB ke TMA dengan KI dan KB terbuka. Sehingga gas hasil pembakaran terbuang ke atmosfer.
Skema masing masing langkah gerakan torak di dalam silinder motor bakar 4 langkah tersebut ditunjukkan dalam gambar berikut
Motor Bakar 2 Langkah
Pada motor bakar 2 langkah, setiap satu siklus kerja memerlukan dua kali langkah torak atau satu kali putaran poros engkol. Motor bakar 2 langkah juga tidak memiliki katup isap (KI) atau katup buang (KB), dan digantikan oleh lubang isap dan lubang buang yang dibuat pada sisi-sisi silinder (cylinder liner). Secara teoritis, pada berat dan displacement yang sama, motor bakar 2 langkah menghasilkan daya sekitar dua kali lipat dari motor bakar 4 langkah, tetapi pada kenyataanya tidak demikian karena efisiensinya lebih rendah akibat pembuangan gas buang yang tidak kompit dan pembuangan sebagian bahan bakar bersama gas buang akibat panggunaan sistem lubang. Tetapi melihat konstruksinya yang lebih simpel dan murah serta memiliki rasio daya – berat dan daya – volume yang tinggi maka motor bakar 2 langkah cocok untuk sepeda motor dan alat-alat pemotong.
Dua langkah kerja motor bakar 2 langkah tersebut dijelaskan sebagai berikut :
Langkah Torak dari TMA ke TMB
Sebelum torak mencapai TMA, busi dinyalakan pada motor bensin (atau bahan bakar dikompresikan pada motor diesel) sehingga terjadi proses pembakaran, karena proses ini torak terdorong dari TMA menuju TMB, langkah ini merupakan langkah kerja dari motor bakar 2 langkah. Saat menuju TMB, piston lebih dulu membuka lubang buang sehingga gas sisa pembakaran terbuang , setelah itu dengan gerakan piston yang menuju TMB, lubang isap terbuka, dan campuran udara bahan bakar pada motor bensin atau udara pada motor diesel akan masuk ke dalam silinder.
Langkah Torak dari TMB ke TMA
Setelah torak mencapai TMB maka torak kembali menuju TMA. Dengan gerakan ini, sebagian gas sisa yang belum terbuang akan didorong keluar sepenuhnya. Selain itu, gerakan piston yang turun menuju TMA menyebabkan terjadinya kompresi yang kemudian akan dilanjutkan dengan pembakaran setelah lubang isap tertutup oleh torak.
Skema masing-masing langkah gerakan torak di dalam silinder motor bakar 2 langkah tersebut ditunjukkan dalam gambar berikut.
Komponen-komponen Engine
Engine terdiri dari komponen-komponen engine dan bagian-bagian pendukung kerja engine. Yang dimaksud komponen-komponen engine meliputi: Blok silinder, kepala silinder, mekanik katup, kelengkapan piston, poros engkol, poros nok dan roda penerus. Sedang bagian-bagian penunjang kerja engine meliputi: Sistem pendinginan, sistem pelumasan, sistem bahan bakar dan sistem pengapian.
Blok silinder (cylinder block)
Pada bagian linernya sebagai tempat terjadinya proses pembakaran. Selain itu juga sebagai tempat kerjanya komponen-komponen yang lain seperti piston, poros engkol, poros nok. Pada bagian atas blok silinder dipasang kepala silinder dan pada bagian bawah dipasang panci oli.
Kepala silinder (Cylinder Head)
Membentuk ruang bakar atau tempat ruang bakar tambahan. Pada kepala silinder juga digunakan untuk menempatkan kelengkapan mekanik katup, saluran pemasukan dan juga saluran pembuangan.
Mekanik katup (valve mekanism)
Katup pada umumnya diletakkan pada kepala silinder. Metode penggerak mekanik katup menggunakan: timing gear, timing chain atau dengan timing belt. Adapun fungsi katup untuk membuka dan menutup ruang bakar sesuai proses yang terjadi di dalam silinder.
Gambar : Model Timing Gear
Model timing gear digunakan pada motor jenis OHV (Over Head Valve) dan menggunakan lifter serta push rod.
Timing gear : untuk penghubung putaran poros engkol dengan poros nok, sekaligus menepatkan posisi katup dengan piston.
Gambar : Model Timing Chain
Model timing chain digunakan pada motor jenis OHC (Over Head Cam shaft) atau DOHC (Double Over Head Cam shaft). Poros Noknya terletak pada kepala silinder, digerakkan oleh rantai, serta Roda gigi sprocket sebagai pengganti timing gear. Tegangan rantai diatur oleh tensioner dan getarannya diredam oleh Vibration damper.
Gambar : Model Timing Belt
Pada model timing belt, poros nok digerakkan oleh sabuk yang Bergigi sebagai pengganti rantai. Jenis ini tidak memerlukan tensioner dan pelumasan. Cam shaft dan crank shaft timing pulley: untuk menepatkan posisi katup dengan piston.
Kelengkapan Piston (Piston Assy)
Piston berfungsi menghisap dan mengkompresi campuran bahan bakar dan udara pada motor bensin atau udara murni pada motor disel, juga sebagai pembentuk ruang bakar. Selain itu piston juga meneruskan tenaga panas hasil pembakaran menjadi tenaga mekanik pada poros engkol melalui batang piston. Kelengkapan piston terdiri dari: Piston, ring piston, pena piston dan batang piston.
Gambar : Konstruksi piston (Torak)
Compression ring grooves: untuk menempatkan ring kompresi
Oil ring grooves: untuk menempatkan ring oli
Piston pin boss: untuk bantalan dudukan pena piston
Piston pin hole: untuk menempatkan pena piston
Lands: sebagai pembatas ring piston
Skirt: sebagai penyerap panas.
Gambar : Ring piston dan alurnya pada piston
Ring piston terdiri dari ring kompresi (compression ring) dan ring Oli(oil ring). Ring kompresi sebagai perapat kompresi sekaligus Perapat agar pembakaran tidak merambat ke bawah piston. Sedang ring oli untuk menyapu oli pelumas pada dinding silinder agar kembali ke panci oli. Untuk motor dua langkah tidak menggunakan ring oli karena panci oli terpisah dengan ruang engkol.
Gambar : Pena piston (Piston Pin)
Pena piston berfungsi menyambung piston dengan batang piston agar dapat bergerak sesuai fungsinya masing-masing. Oleh sebab itu penyambungan pena piston ada beberapa tipe, antara lain: tipe Fixed, full floating dan semi floating
Poros engkol (Crank shaft)
Poros engkol menerima beban dari piston dan batang piston, akibat tenaga hasil pembakaran. Poros ini berfungsi untuk meneruskan tenaga/putaran ke roda penerus.
Gambar 39. Poros engkol (crank shaft)
Oil hole: Untuk saluran pelumasan
Crank pin: untuk tempat tumpuan big end batang piston
Crank journal: sebagai titik tumpu pada blok motor
Counter balance weight: sebagai bobot penyeimbang putaran
Poros nok (Cam shaft)
Poros nok adalah sebuah poros yang dilengkapi dengan nok-nok sebagai penggerak mekanik katup. Poros nok sebagai penggerak mekanik katup ada yang hanya untuk katup buang atau katup masuk saja, ada pula yang sekaligus menggerakkan katup masuk dan buang.
Roda penerus (Fly wheel)
Roda penerus dipasang pada out put poros engkol dan berfungsi sebagai penerus putaran/tenaga dari mesin ke sistem pemindah tenaga kendaraan (Power train). Kecual i itu roda penerus juga untuk meneruskan putaran dari motor starter ke poros engkol agar mesin dapat distart.
Gambar : Roda penerus (Fly wheel)
Panci oli (Oil punch)
Panci oli dipasang pada blok motor paling bawah dan berfungsi sebagai penampung oli motor.
Gambar : Panci oli (Oil punch)
Sistem pendinginan (Cooling System)
Secara umum sistem pendinginan engine bensin dan disel sama. Sedangkan fungsi utama sistem pendinginan adalah untuk mengontrol suhu kerja engine. Untuk dapat melaksanakan fungsinya, sistem pendinginan dilengkapi dengan komponen-komponen berikut:
Radiator: menampung air pendingin untuk didinginkan.
Slang bawah radiator: Untuk mengalirkan air ke engine.
Slang atas radiator: Untuk mengalirkan air panas dari engine.
Thermostaat: Sebagai pengontrol suhu kerja engine.
Pompa air/Water pump: untuk mensirkulasikan air.
Tali kipas/Fan belt: Untuk menggerakkan kipas pendingin.
Sistem Pelumasan (Lubrycating System)
Sebagian besar mekanik engine yang bergerak memerlukan pelumasan, hal ini dimaksudkan agar komponen-komponen engine tidak cepat aus dan kinerja engine tetap terjaga. Adapun komponen sistem pelumasan meliputi: Saringan (strainer), pompa oli, saringan oli (Oil filter), saluran oli (hole).
Sistem Bahan bakar (Fuel System)
Pada prinsipnya sistem bahan bakar berfungsi menyuplai bahan bakar sesuai kebutuhan engine. Sistem bahan bakar engine bensin menggunakan karburator dan sistem bahan bakar engine disel menggunakan pompa injeksi dan nozel. Sistem bahan bakar engine bensin terdiri dari:
Tangki (Fuel tank): sebagai penampung bahan bakar
Pompa (Fuel pump): Menyuplai bahan bakar dari tangki ke Karburator.
Karburator: Untuk mencampur udara dan bahan bakar.
Saringan : Untuk menyaring bensin dari kotoran yang ada.
Sistem Pengapian konvensional
Sistem pengapian digunakan pada engine bensin, adapun fungsinya memberikan api bertegangan tinggi ke dalam ruang bakar untuk pembakaran. Komponen-komponen sistem pengapian antara lain:
Baterai: sebagai penyimpan arus listrik.
Kunci kontak (Switch): Untuk memutus dan menghubungkan arus listrik dengan sistem.
Koil: Merubah arus primer menjadi arus skunder bertegangan Tinggi.
Distributor: Mendistribusikan/membagi arus tegangan tinggi ke busi-busi.
Kondensator: Menyimpan arus primer saat platina menutup, dan menyalurkan kembali saat platina membuka.
Busi: Meloncatkan api bertegangan tinggi ke dalam ruang bakar untuk pembakaran.
Gambar 48. Sistem pengapian engine bensin konvensional
Proses pengelasan (welding) merupakan salah satu proses penyambungan material (material joining). Adapun untuk definisi dari proses pengelasan yang mengacu pada AWS (American Welding Society), proses pengelasan adalah proses penyambungan antara metal atau non-metal yang menghasilkan satu bagian yang menyatu, dengan memanaskan material yang akan disambung sampai pada suhu pengelasan tertentu, dengan atau tanpa penekanan, dan dengan atau tanpa logam pengisi. Meskipun dalam metode proses pengelasan tidak hanya berupa proses penyambungan, tetapi juga bisa berupa proses pemotongan dan brazing. Proses pengelasan dibedakan menjadi beberapa jenis, dan SMAW merupakan salah satu proses pengelasan yang umum digunakan, utamanya pada pengelasan singkat dalam produksi, pemeliharaan dan perbaikan, dan untuk bidang konstruksi.
SMAW (Shielded Metal Arc Welding) adalah proses pengelasan dengan mencairkan material dasar yang menggunakan panas dari listrik antara penutup metal (elektroda).
SMAW merupakan pekerjaan manual dengan peralatan meliputi power source, kabel elektroda (electrode cable) , kabel kerja (work cable), electrode holder, work clamp, dan elektroda. Elektroda dan system kerja adalah bagian dari rangkaian listrik. Rangkaian dimulai dengan sumber daya listrik dan kabel termasuk pengelasan, pemegang elektroda, sambungan benda kerja, benda kerja (Weldment), dan elektroda las. Salah satu dari dua kabel dari sumber listrik terpasang ke bekerja, selebihnya melekat pada pemegang elektroda, seperti yang terlihat pada gambar di bawah ini:
Sebagaimana dalam AWS (American Welding Society), prinsip dari SMAW adalah menggunakan panas dari busur untuk mencairkan logam dasar dan ujung sebuah consumable elektroda tertutup dengan tegangan listrik yang dipakai 23-45 Volt, dan untuk pencairan digunakan arus listrik hingga 500 ampere yang umum digunakan berkisar antara 80–200 ampere. Dimana dalam proses SMAW dapat terjadi oksidasi, hal ini perlu dicegah karena oksidasi metal merupakan senyawa yang tidak mempunyai kekuatan mekanis. Adapun untuk mencegah hal tersebut maka bahan penambah las dilindungi dengan selapis zat pelindung yang disebut flux atau slag yang ikut mencair ketika pengelasan. Tetapi karena berat jenisnya lebih ringan dari bahan metal yang dicairkan, cairan flux akan mengapung diatas cairan metal, sekaligus mengisolasi metal tersebut sehingga tidak beroksidasi dengan udara luar. Sewaktu membeku, flux akan ikut membeku dan tetap melindungi metal dari reaksi oksidasi.
Pada pengelasan dengan metode SMAW, pengelasan dimulai saat sebuah busur listrik dipukul dengan membuat kontak antara ujung elektroda dan system kerja. Panas intens busur mencairkan ujung elektroda dan permukaan kerja dekat dengan busur. Gelembung-gelembung kecil logam cair dengan cepat terbentuk di ujung elektroda, kemudian ditransfer melalui sungai busur ke dalam kolam las cair. Dengan cara ini, logam pengisi disimpan sebagai elektroda yang dikonsumsi. Busur digerakan sesuai dengan panjang system kerja dan kecepatan perjalanan, titik lebur dan sekering sebagian logam dasar dan terus menambahkan logam pengisi. Saat busur menjadi sumber panas dengan suhu di atas 9000 ° F (5000 ° C), pencairan logam dasar terjadi hampir seketika. Jika pengelasan dilakukan baik dalam posisi datar atau horizontal, transfer logam disebabkan oleh gaya gravitasi, ekspansi gas, listrik dan kekuatan elektromagnetik, dan tegangan permukaan. Sedangkan pada posisi las yang lain, gravitasi bekerja terhadap kekuatan lain.
Proses pengelasan dengan metode SMAW dibedakan berdasarkan jenis arusnya meliputi arus AC dan DC, dimana arus DC dibedakan atas DCEN (straight polarity- polaritas langsung) dan DCEP (reverse polarity – polaritas terbalik). Perbedaan antara SMAW dengan arus AC dan DC adalah sebagai berikut:
Untuk arus AC (Alternating Current), pada voltage drop panjang kabel tidak banyak pengaruhnya, kurang cocok untuk arus yang lemah, tidak semua jenis elektroda dapat dipakai, arc starting lebih sulit terutama untuk diameter elektrode kecil, pole tidak dapat dipertukarkan, arc bow bukan merupakan masalah.
Sedangkan pada arus DC (Direct Current), voltage drop sensitif terhadap panjang kabel sependek mungkin, dapat dipakai untuk arus kecil dengan diameter electroda kecil, semua jenis elektrode dapat dipakai, arc starting lebih mudah terutama untuk arus kecil, pole dapat dipertukarkan, arc bow sensitif pada bagian ujung, sudut atau bagian yang banyak lekukanya.
Selanjutnya untuk DCEN (Straight Polarity), material dasar atau material yang akan dilas disambungkan dengan kutup positip (+) dan elektrodenya disambungkan dengan kutup negatif (-) pada mesin las DC. Dengan cara ini busur listrik bergerak dari elektrode ke material dasar sehingga tumbukan elektron berada di material dasar yang berakibat 2/3 panas berada di material dasar dan 1/3 panas berada di elektroda. Cara ini akan menghasilkan pencairan material dasar lebih banyak dibanding elektrodenya sehingga hasil las mempunyai penetrasi yang dalam, sehingga baik digunakan pada pengelasan yang lambat, wilayah yang sempit dan untuk pelat yang tebal.
Pada DCEP (Reversed Polarity), material dasar disambungkan dengan kutup negatip (-) dan elektrodenya disambungkan dengan kutup positif (+) dari mesin las DC, sehingga busur listrik bergerak dari material dasar ke elektrode dan tumbukan elektron berada di elektrode yang berakibat 2/3 panas berada di elektroda dan 1/3 panas berada di material dasar. Cara ini akan menghasilkan pencairan elektrode lebih banyak sehingga hasil las mempunyai penetrasi dangkal, serta baik digunakan pada pengelasan pelat tipis dengan manik las yang lebar.
Hal – hal yang mempengaruhi hasil pengelasan adalah, sudut elektroda, panjang busur, kecepatan memindahkan busur, tinggi rendah arus yang digunakan. Hal ini dapat dilihat pada gambar dibawah ini dimana perbedaan hasil pada pengelasan normal (A), pada arus yang terlalu rendah (B), terlalu tinggi (C), kecepatan memindahkan busur yang terlalu cepat (D), terlalu lambat (E), dan dengan arc yang terlalu panjang (F):
Perlu diketahui juga klasifikasi AWS dari elektroda SMAW dilambangkan dengan susunan kode sebagai berikut:
Dengan keterangan bahwa:
E : menyatakan elektroda
XX : diisi kode yang menunjukkan daya rentang bahan (strength)
X : diisi kode yang menunjukkan posisi dari pengelasan
X : diisi kode yang menunjukkan selulosa – tipe dari arus dan lapisan
Adapun untuk posisi pengelasan ada 6 macam, meliputi:
1. 1G – Down hand
2. 2G – Horizontal
3. 3G – Vertical
4. 4G – Over head
5. 5G – Las pipa pada pipa yang berputar
6. 6G – Las pipa dimana pengelas yang berputar
Keuntungan dari SMAW :
1. Biaya awal invesmen rendah
2. Secara operasional handal dan sederhana
3. Biaya material pengisi rendah
4. Material pengisi dapat bermacam-macam
5. Pada semua material dapat memakai peralatan yang sama
6. Dapat dikerjakan pada ketebalan berapapun
7. Dapat dikerjakan dengan semua posisi pengelasan
Kekurangan dari SMAW:
1. Lambat, dalam penggantian elektroda
2. Terdapat slag yang harus dihilangkan
3. Pada low hydrogen electrode perlu penyimpanan khusus
4. Efisiensi endapan rendah.
Beberapa hari yg lalu salah seorang adik tingkat saya bertanya.. Apa sih bedanya Welding Engineer (WE) dengan Welding Inspector (WI)? Terus sebagai calon fresh graduate jurusan Material Metallurgy sebaiknya saya ambil apa ya? Hmmm gimana gimana, meskipun sebenernya saya juga masih terbilang baru di bidang per weldingan, karena dia bertanya dan saya sedikit dikit tahu, truz saya coba kasih gambaran secara general sepengetahuan saya.
Sebagai seorang mahasiswa metallurgy sudah seharusnya akrab dengan istilah-istilah di atas. Karena itulah lingkup pekerjaan kita nantinya. Apalagi jika kita bercita-cita kerja di Oil and Gas, Petrochemical, Construction, Manufacturing, jadi Dosen atau Peneliti sekalipun. Bukannya apa, ini erat kaitannya dengan planning masa depan setelah lulus nanti. So semakin dini kita “ngeh”, semakin baik.
WE itu suatu profesi dimana kita bertugas mendesign, menghitung, menentukan jenis sambungan las yg akan di produksi oleh perusahaan kontraktor misalnya. Nah rincian design sambungan las itu tertuang dalam dokumen bernama WPS (Welding Procedure Specification). Di WPS ini banyak isinya, diantaranya terdapat:
Jenis material yg mau disambung. Low carbon steel kah, ato cast iron, ato stainless steel. Biasanya tercetak dalam bentuk code penamaan, misal SA-517, ASTM A36, dll
Model joint yg dipilih (butt joint, lap joint, corner, edge, atau Tee joint)
Ketebalan material.
Proses las yg digunakan (SAW kah, SMAW kah, GTAW kah, ato yg lainya). Proses las tentu akan mempengaruhi diameter, bentuk dan jenis elektroda yg digunakan
Apakah perlu pre heat atau postheat (PWHT), jika iya berapa temperaturnya.
Dan masih banyak lagi.
Tentu si WE lah yg harus bertanggungjawab terhadap kekuatan sambungan las tsb sehingga dia harus melakukan serangkaian pengujian untuk menjamin bahwa prototype sambungan las yg akan diproduksi benar-benar aman dan memenuhi suatu standar/code internasional (kenal khan sama ASME, ASTM, ato API). Oleh karena itu WPS harus dikualifikasi sebelum bisa digunakan. Cara mengkualifikasinya ya diuji pake dua metode, destructive test (DT) atau nondestructive test (NDT). Hasil pengujian dicantumin dalam PQR (Procedure Qualification Recod), isinya seperti nilai Yield Strength, Tensile strength, Electrical Characteristic, hasil Bend Test, dll dari sambungan yg diuji tadi. Setelah dinyatakan lulus, WPS bisa dipakai untuk produksi. Jadi kebayang kan kerjaanya? Kata orang sih boleh dibilang 60% di Office dan 40% di lapangan (kalo kita di dapet kerjaan di kontraktor).
Supaya bisa melakukan itu semua, WE harus punya ilmu dong. Maka bersyukurlah kita yg kuliah metallurgy karena udah diajarin mata kuliah Pengetahuan Bahan, Metallurgy, Heat Treatment, Heat Transfer, Finite Element Method, Gambar Teknik/Mesin, Mekanika Teknik, Corrosion and Corrosion control, dan Welding Technology. Ibaratnya kita udah punya basicnya, tinggal memperdalam aja. Jadi udah ada bayangan apa yg bakal dipelajarin pas ikut training WE yg kata orang luar biasa sulit. Yg dipelajarin ya mata kuliah-mata kuliah itu, hanya saja lebih banyak aplikasi dan penekanannya dalam hal pengelasan. Dimana trainingnya? Kalau di Indonesia setahu saya cuma ada setahun sekali, di B4T Bandung. Trainingnya terbilang lama, 4 bulan. Senin-Jumat (tiap 2minggu sekali, hari Sabtu masuk), jam 08.00 sd 17.00. Dan biayanya gak murah untuk ukuran kantong mahasiswa kebanyakan. Terakhir kalo gak salah 18juta (udah sama lunch, snack+coffe break 2x setiap harinya). Freshgraduate bole ikut, tapi kalo ntar kita lulus cuma dikasih copy sertifikat aja, sertifikat aslinya ditahan sampai kita punya experience min 3th di bidang welding. Kata temen saya sih berat kuliahnya. Yg ngajar dan nguji juga langsung orang-orang bule (sebagian Indonesia seh). Setelah lulus kita bakalan menyandang predikat Dipl of Eng, diakui internasional pula.
Truz gimana kalo WI? WI itu sebagai penanggung jawab masalah kualitas lasan. Semua variable pengelasan harus sesuai dengan WPS, PQR, dan Code yg telah ditetapkan sebelumnya. Jika pada suatu sambungan terjadi indikasi cacat maka tugas WI lah untuk menentukan dengan cepat apakah indikasi ini termasuk defect atau tidak. Jika iya, maka apakah masih dalam batas toleransi Code atau tidak. Jika tidak maka harus dilakukan repair. Sebagai Quality Control (QC) WI harus mengawasi, memeriksa dan memverifikasi semua hal, dari sebelum, pada saat, dan setelah proses pengelasan. Item yg harus dicek bejibun, mulai dari kelengkapan dokumen-dokumen sampai ke welder dan NDT man sesuai gak nih orangnya. Gak heran WI lebih banyak di lapangan daripada di office. Naik naik ke tower yang tinggi hingga merayap masuk ke dalam vessel yg sempit untuk memeriksa hasil lasan welder.
Seperti halnya WE, si WI juga harus berbekal ilmu. Ilmu yg dipelajari beda ma WE dan gak sebanyak dan seberat WE. Pilihan tempat yg menyelenggarakan diklat WI pun banyak. Di batam, UI, Poltek Kapal ITS, dan B4T (3x setahun). Harganya pun lebih murah dibandingkan dgn WE, rata-rata 11juta-an. Durasi trainingnya beda-beda, ada yg sebulan ada juga yg luama 3 bulan, spertihalnya yg pernah saya ikuti di B4T. Senin-Jumat (tiap 2minggu sekali, hari Sabtu masuk), jam 08.00 sd 17.00. Freshgraduate boleh kok langsung ikut. Bahkan yg dari jurusan Sipil, Elektro, Tekim, Fisika pun gak dilarang asal lolos tes ujian masuk dan keluar. Yg dipelajarin (kalo di B4T) diantaranya: dasar-dasar metalurgi, pengetahuan bahan, statika, welding inspection, basic NDT, dan penguasaan code/standard yg sering digunakan di Indonesia sperti ASME, API, ANSI, AWS, EN-ISO, dan ASTM. Bahasa pengantar masih bahas Indonesia walaupun 80% materi Inggris. Ohya, setelah lulus kita emang gak menyandang gelar Diploma, melainkan NDT level 1, jadi bisa langsung lanjut ke NDT ASNT level-2 kalo mau lebih garang. Secara hukum, sertifikat nya hanya berlaku nasional, bukan internasional. Kalo mau diakui international, nambah lagi 6 juta untuk ambil ujian dari IIW (International Institute of Welding). Atau kalo berani langsung aja ambil CSWIP 3.1 yg dikeluarin oleh TWI, udah dijamin bisa kerja di luar negeri. Biayanya kalo gak salah 15 juta dengan durasi training yg gak sampei 3 minggu. Gak lulus? Uang melayang.
Kata orang, ambil WI di B4T itu paling bagus. Karena paling duluan established, paling lama durasinya, maka yg dipelajari juga lebih banyak dibanding di tempat laen. Kurikulumnya juga udah settled dan mengadopt dari IIW. Kita juga diajari sebagian ilmu WE, sehingga bisa melihat dari point of view yg berbeda ketika ada case. Terus juga alumni WI B4T udah tersebar dimana-mana sehingga harapannya bisa saling “membantu”. Konon, perusahaan di Indonesia pun juga lebih memprioritaskan WI B4T ketimbang WI laen, sekali lagi Ini Katanya Lho Ya 🙂
Salary? Karena gajinya yg terkenal tinggi itulah mengapa banyak mahasiswa yg bercita-cita menjadi WI atau WE, bahkan tak sedikit pula orang yg pindah haluan. Gaji WE memang biasanya lebih besar dari WI (ini gak selalu, karena tergantung company dan kualifikasi personal), namun perusahaan hanya membutuhkan satu-dua WE saja. Sebaliknya, WI sangat banyak dibutuhkan. So, pilih mana?
sumber : https://kriznoy.wordpress.com/2011/02/19/welding-engineer-atau-welding-inspector/
Teknik mesin atau Teknik mekanik adalah ilmu teknik mengenai aplikasi dari prinsip fisika untuk analisis, desain, manufaktur dan pemeliharaan sebuah sistem mekanik. Ilmu ini membutuhkan pengertian mendalam atas konsep utama dari cabang ilmu mekanika, kinematika, teknik material,termodinamika dan energi. Ahli atau pakar dari teknik mesin biasanya disebut sebagai insinyur (teknik mesin), yang memanfaatkan pengertian atas ilmu teknik ini dalam mendesain dan menganalisis pembuatan kendaraan, pesawat, pabrik industri, peralatan dan mesin industri dan lain sebagainya. Teknik mesin biasanya terdiri dari :
Perancangan Mekanik dan Konstruksi
Proses Manufaktur dan Sistem Produksi
Konversi energi
Ilmu Bahan / Metalurgi
Teknik mesin mulai berkembang sebagai suatu ilmu setelah adanya revolusi industri di Eropa pada abad ke-18. Kemudian pada abad ke-19 semakin berkembang lagi mengikuti perkembangan ilmufisika. Ilmu teknik mesin pun semakin canggih, dan para insinyurnya sekarang mengembangkan diri di bagian komposit, mekatronika, dan nanoteknologi. Ilmu ini juga mempunyai hubungan dengan teknik penerbangan, teknik sipil, teknik listrik, teknik perminyakan, dan teknik kimia.
Pendidikan
Pendidikan untuk teknik mesin ditawarkan di universitas di seluruh dunia. Di Brasil, Irlandia, Cina, Yunani, Turki, Amerika Utara, Asia Selatan, India, Indonesia dan Britania Raya, program teknik mesin diselesaikan dalam waktu 4 atau 5 tahun dan lulus sebagai Sarjana Sains (Bachelor of Science/B.Sc), Sarjana Teknik Sains, Sarjana Teknik (B.Eng), dan Sarjana Teknologi (B.Tech). Di Spanyol, Portugal dan kebanyakan negara Amerika Selatan, nama resmi untuk lulusan teknik mesin adalah Insinyur Teknik (Mechanical Engineer), dan lama pendidikannya bisa 5 atau 6 tahun.
Cabang teknik mesin terdiri dari banyak subdisiplin ilmu lainnya. Beberapa subdisiplin ilmu ini diajarkan di perguruan tinggi di tingkat sarjana (S1). Beberapa dari mereka memang khusus untuk teknik mesin dan beberapa lagi merupakan gabungan dari teknik mesin dengan teknik lainnya.
Mekanika adalah bidang ilmu yang mempelajari gaya dan efeknya pada suatu benda. Secara khusus, mekanika digunakan untuk menganalisis dan memprediksi akselerasi dan deformasi (keduanya elastis dan plastis) dari suatu benda. Subdisiplin dari ilmu mekanika diantaranya:
Statis, ilmu yang mempelajari benda diam, bagaimana suatu gaya mempengaruhi benda diam.
Dinamis (atau kinetis), ilmu yang mempelajari pengaruh gaya terhadap benda bergerak.
Mekanika material, ilmu yang mempelajari bagaimana material yang berbeda berubah bentuk terhadap berbagai macam tipe tekanan/tegangan.
Mekanika fluida, ilmu yang mempelajari bagaimana fluida bereaksi terhadap gaya[2]
Mekanika continuum, sebuah metode aplikasi mekanika yang mengasumsikan kalau suatu objek adalah berkesinambungan/terus menerus.
Para insinyur teknik mesin menggunakan ilmu mekanika pada tahap mendesain atau menganalisis. Misalnya, jika proyeknya adalah desain dari sebuah kendaraan, maka ilmu statis dapat dipakai untuk mendesain bodi kendaraan, untuk mengukur seberapa maksimum tegangan yang dapat diberikan. Ilmu dinamis dapat digunakan untuk mendesain mesin mobil, melihat gaya yang bekerja pada piston dan cam sebagai siklus sebuah mesin. Mekanika material dapat digunakan untuk memilih bahan apa yang cocok untuk bodi mobil sekaligus mesinnya. Mekanika fluida dapat digunakan untuk mendesain sistem ventilasi kendaraan (lihat HVAC), atau juga bisa untuk mendesain sistem masukan (intake) pada mesin.
Kinematika adalah ilmu yang mempelajai pergerakan dari suatu benda dan sistem, tanpa mempedulikan gaya yang menyebabkan pergerakan itu. Osilasi dari piston dalam mesin adalah salah satu contoh sistem kinematika sederhana.
Para insinyur teknik mesin menggunakan kinematika untuk mendesain dan menganalisis mekanisme. Kinematika dapat digunakan untuk menemukan suatu jangkauan pergerakan yang mungkin untuk suatu mekanisme yang diberikan atau kebalikannya, untuk mendesain sebuah mekanisme yang bekerja sesuai dengan jangkauan pergerakan yang diinginkan.
Mekatronika dan robotika
Training FMS with learning robot SCORBOT-ER 4u, workbench CNC Mill and CNC Lathe
Mekatronika adalah cabang antarilmudisiplin yang menggabungkan teknik mesin, teknik listrik, dan rekayasa perangkat lunak. Dalam hal ini, mesinnya beroperasi secara otomatis melalui penggunaan motor elektrik,servo-mekanisme, dan perangkat eletrikal lainnya dengan penggunaan software khusus. Contoh sistem mekatronika yang paling umum adalah CD-ROM drive. Sistem mekanikal membuka dan menutup drive-nya, memutar CD dan memindah-mindahkan posisi laser, dengan sistem optik membaca data yang ada di CD dan mengubahnya ke bit. Perangkat lunak terintegrasi mengontrol proses tersebut, dan menghubungkan isi dari CD ke komputer.
Robotika adalah aplikasi dari ilmu mekatronika untuk menciptakan sebuah robot, yang biasanya sudah sering digunakan untuk melakukan tugas-tugas berbahaya, tidak menyenangkan, atau juga tugas yang diulang-ulang. Robot ini dapat dibuat dalam berbagai bentuk dan ukuran, semuanya sudah diprogram terlebih dahulu. Seorang insinyur biasanya akan memakai ilmu kinematika dan mekanika dalam menciptakan sebuah robot.
Robot juga digunakan luas dalam teknik industri. Penggunaan robot akan menghemat pengeluaran gaji pegawai, dapat melakukan tugas yang sulit/berbahaya, dan juga untuk menjamin kualitas tetap. Banyak perusahaan, terutama dalam industri otomotif, telah menggunakan robot, sehingga terkadang saking canggihnya, robot itu bisa menjalankan proses produksi itu sendiri sepenuhnya (tidak memerlukan manusia lagi). Untuk penggunaan di luar pabrik, robot digunakan dalam pembuangan bom, penjelajahan angkasa, dan banyak bidang lainnya.
Analisis struktural merupakan cabang dari ilmu teknik mesin (dan juga teknik sipil) yang digunakan untuk melihat mengapa dan bagaimana suatu objek mengalami kegagalan. Kegagalan struktural dapat dilihat dengan 2 tipe utama: kegagalan statis (static failure) dan kegagalan kelelahan (fatigue failure). Kegagalan struktural statis muncul ketika suatu benda mendapatkan gaya yang terlalu besar, lalu mengalami deformasi plastis.Kegagalan kelelahan muncul ketika suatu benda mengalami kegagalan (kerusakan) setelah menerima suatu gaya terus-menerus secara berulang-ulang. Suatu objek yang mengalami kegagalan kelelahan biasanya dimulai dengan adanya pecahan mikroskopis pada permukaan objek itu. Seiring berjalannya waktu, pecahan itu akan semakin besar, sampai pada suatu saat “pecahan” itu telah cukup besar untuk menyebabkan suatu kerusakan pada objek tersebut.
Kegagalan pada teknik tidak serta merta didefiniskan ketika suatu benda rusak saja, tapi juga termasuk ketika mereka tidak dapat beroperasi sebagaimana mestinya.
Analisis struktural digunakan oleh para insinyur teknik mesin setelah munculnya suatu “kegagalan”, atau digunakan untuk mendesain benda agar terhindari dari “kegagalan” itu.
Termodinamika dan ilmu-panas
Artikel utama untuk bagian ini adalah: Termodinamika
Termodinamika adalah ilmu yang digunakan di beberapa ilmu teknik, termasuk tenik mesin dan teknik kimia. Termodinamika mempelajari energi, penggunaannya, dan cara mengubahnya melalui sistem. Lebih spesifik, termodinamika di dalam teknik lebih mengedepankan bagaimana mengubah energi yang satu ke energi lainnya. Contohnya, mesin mobil mengubah energi kimia yang ada dalam bahan bakar menjadi energi panas, dan kemudian diubah lagi menjadi energi gerak yang akan menggerakkan roda mobil.